
模型市场
为广大工业用户开展数据模型的开发和业务的数字化转型提供参考。
为广大工业用户开展数据模型的开发和业务的数字化转型提供参考。

 SPC 统计过程控制图
SPC 统计过程控制图统计过程控制(Statistical Process Control)是一种借助数理统计方法的过程控制工具。它对生产过程进行分析评价,根据反馈信息及时发现系统性因素出现的征兆,并采取措施消除其影响,使过程维持在仅受随机性因素影响的受控状态,以达到控制质量的目的。

对生产过程中的关键指标进行采样,并进行分组,每个子组由不少于 5 个连续生产的样本构成。根据大数定理,无论是什么分布的样本,将样本分组后,组均值、极差等针对组的统计量是近似服从正态分布的,因此通过监控每个组的统计量,就可以及时获得生产过程是否受控,是否有一些异常的因素存在。常见的控制图有:单值移动极差控制图,均值极差控制图,通过对子组进行相应的统计值计算,得到控制图的上下限,从而判断生产过程是否受控。
以半导体生产中晶圆氧化层厚度为例子,有 25 组数据,每组数据有 9 个样本,而这 9 个样本是同一个部件的 9 个测点的采集的数据。
由于每组采样的是同一个部件的不同部位的采样值,那么在做单值移动极差图时,直接将每个子组的数据求平均,作为一个部件的采样值。由图 1 的结果可知,氧化层厚度生长工艺处于统计受控状态,工艺控制比较稳定,氧化层厚度比较均匀。
对于组内差异,采用极差图来分析,计算控制线时采用组内极差来计算平均极差,由图 2 的极差控制图只有第 5 个点有出现异常的可能,其他都处于受控状态。如果有数据出界,说明有组内异常情况,我们就需要找出原因,排除变异。
在生产中,统计过程控制图可以及时反馈生产过程的健康状况,并可以根据图的结果采取相应的措施来消除影响,来控制产品质量的稳定性。需要注意的方面是,根据数据采样的方式选择合适的控制图类型,避免选型错误导致误判。
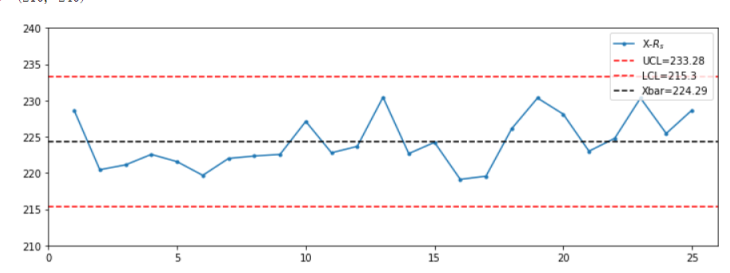
单值-移动极差图
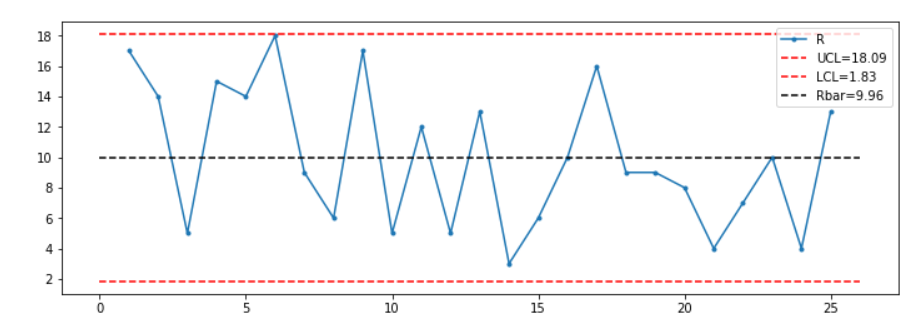
极差控制图



